




11111111[11
, Ill
I
1
111111111111
1
1000
1
1
1
1111
111 1
1111
1i:1111111:I’ III
Il
i
:
!,
,
,
,
,
i111
,
,
,,
,,
I
,
I
i
i.)1
1
1
1
1
1
.1
1
u
,
,,,,
i,
ii
ii
i
itl
iii
i
IIIII
I
IIII
I
Ii
IiiiiiiIII
Ii
i
ih
i
l
r
,
.
:’
,.
.,
,
ii, 11
ii
iii
i
,
t
,
,
,
,„,I
i
i
i
i
i
i
i
i
i
ii
l
l
i
i
r
:
.
.
,
11
1111
1111
1
111
‘
111
:
1
,
1
1
1
1:
11
1
1
1
111111
,
11
.
1
1
1
11
,1111
1
:
11
1
1
1
6
1
1
,1
1
,
‘
:
!!
!
!
,1
11
1
11
111
1
1
011i1111111111111 „
,:
IP!’
:
,,,
1111111110
:.
‘1
.1
‘
1I17
‘ 1111111;11
11,1f,
H
ill
‘”
11
.1111111!!
,
1111111111 il
,,,,,,,,
Iiiiiiiiluilmiliflii!” ”’
1111111
I
i.
iiisir1111111 ii
,
,i
1 111
11111’11,191111111
1
1111111111
1
1
1
1
1
1
‘
111111:1;
4
‘i
l
iiiiil’il
l
‘
‘
11111
1
11111111111!:::.: :11 I
,
:f
ii
l
i
l
,
1111
111
11111111
11ili ill
1
111
ii
i
i
i
iiim
i
liii It
‘ ‘.
;iiiiii,,
,
i
i
i I It
i
l
i
ii
i
iiii
m
mi
r
di
l
l
i,
t
‘
‘III.
II –
‘
1
1
ii
i
iii
,
11
1
1
1
111 .. I
I
II1
I
I
I
,
1
1
1
1
1
1
1
111
1 „
111
1
11
1
11
111111
11
1
1111
(
Al
,,,
1
1
111111111
111
;
11
11111
1
1
1
1
1
111
111
1::
1
11111111111111
1
.
1
1
II.
:
1
1
1
1
1
1
111
1
111
11
11
1
1111
,
.
i
I
I
,
I
i
111111110111111111111111111
1
__ I
I
‘
1/
,,
,ii
1 111 .
11
111111
11
1
I III III ‘I 1 I’ll IIII
II
I
II
‘II’
III III III icoi i
l
i
l
i
f
111
I
0
1
11
1
1
1111111111 111
0:;
:
111111111111 Hd& , 111
I
1
1
1/11111;11111I„
1
111111111111011
IIIIIII
11,
1,11;11111111 111111111 1 111111!
111
111111111 IIIIIIIIIIIII
1
1111111111
1
11111111101111111111
1
1
1! I
I!
1
:11111 :
.1
,
1
4111 III 11 1111
„ 1
HI i 11.
A
I
,
\
1
III 1111 1111 1111
,
11
‘
\
Id lid,
11111111 III II 11111
i
I
III
11111101111111:’
I
IIIII MF-1
1:111111111111111111111111,
Ilw,
111111111111111!
I T-
F
1
P
_i___
!I
11 11111
1 11111
11 11111
1 I 11
1111111 III 11
11111iiiiill
II; Iiii
nu
nu,’
411 ‘11111111111
‘
111111111111
I
I –
IlliHild111111111101111111
i
iIi ‘
Iiiii;I:II:,11111111IIIIIIII
, 1111 H11111111
11 I
.
,
”
I
‘11111
III
1
I
II III111116
,
111111111
l’11111111111
1
11111i1111 1111
,\,:(‘,
‘
H11111111111;1.:
II
1
,1i11111111
k1111111111
II
II
I
,,
i 1
–
:
:,i II !Hi
•
1111111’
‘A
,
,
‘
I
II
I I
1114
Ill
II Imo, iiii
II;
1
1
1
Jr,
, ‘di ‘maul :
,
,
lialminiapi ….
1,
I I
I
I 1
11
1
1
1
1
11
1
I 1 il
I
lir.;
mum,
IIIIII lin,: ,•
. lin;
iiiimi,iiir
-Am
11
1
illol,
i 1 1
1 Iiiiiimulp
.1
,
_
,
:, Iiiiiiiiiiiiiiiimuill
It !iii
I 1 III
!Hum
,
–
of
,
__I
i_
,
,
,ir, ,,idi iiiiiiiiim
1
1
offilipimillip
‘111111
1
,
II Lii iiii 1111
11 iiii iiii
II:
11 101 1111111111
11
1111
.
..1 11111
11 1111 1111 1111,
1.
1_
, _
A111111111 iiliIlliIlIl
1
1 .,
I
iI
I
IIIIII
I
IIII
I
III
I
I
I
I
I
II
I
IIIII 1
F
1.
“7-,–
1
ITC:
‘
i 1111111111111 –
:
—7
1
11
11
1
1
,
11
1
1
1
;
11
:1:
1
1
1
1
1
1.
1
1
111111.
:ill
Ill
11111611111::
1
1i111
–
I
,_ il
II ::.
1111111111111111111
I
I_
1
*— –
11111111111111111iii –
11111;, 111111111111r11:::i I:
:I
I
_____ i
1
111
I
!
I
II 11111
111
0
111
1
1
III
fil
II 11111
111111
1 1111 [Hi mil
1
,
•
I
!
III
1 1111 1111 11111
1
,,11111
1
1
,
111111:
1
1
1
1
111
1
11
1111
1
i
:1
.
111
IIIIIIIIII um
,
1
,
.
,
,,,,,,,,,,L.
,,,,
11
111111111 11:ii
1
::
. L._
1
1 1
Ili;’
II
I
I I
It
‘ li Hum
a
i_
,,
1
i
1111
.
111111 ,I1
,
:1′ .I.
II !III]
I
ill I
111111111i ,
..,
I.
1111111111111111111
1111111
IF’
‘ ‘ ‘
“‘II
I 1″
411111 11111 1
III WI iili I:
I”
.
.Ill
,
II 1
111
1
”
I
/
r
,
, ., /
I
A,
r
\.,..–1–,
n
NI.
I
I
17
_IIIIiiniiiii
imunix
/
.
&
\\
F
4-/
The newsletter of the
Glass Association
ISSN 0265-9654
The Glass Association
Committee
Chairman:
Anthony Waugh, 7 Park Road West,
Wolverhampton, West Midlands.
Hon. Secretary:
Roger Dodsworth, Broadfield House Glass
Museum, Barnett Lane, Kingswinford,
West Midlands DY6 9QA.
Hon. Treasurer/Membership Sec:
Ronald Brown, 8 Chestnut Court, Warren
Close, Bramhall, Stockport SK7 3LH
Ordinary Members of Committee:
Ian Burgoyne, Pilkington Glass Museum,
Prescot Road, St. Helen’s, Merseyside.
Simon Cottle, Laing Art Gallery, Higham
Place, Newcastle upon Tyne, NE I 8AG.
Kieth Cummings, Senior Lecturer in Glass,
Stourbridge College of Art and Technology,
Hagley Road, Stourbrtdge, West Midlands.
Richard Gray, City Art Gallery, Mosley
Street, Manchester M2 3JL.
Peter Helm, 103 Dickenson Road,
Manchester 14.
Dan Klein, 11/12 Halkin Arcade,
Motcomb Street, London SW I.
Gill Wyatt Smith, Yew Tree Gallery,
Ellastone, nr. Ashbourne, Derbyshire.
Editor of Newsletter:
Charles Hajdamach, Broadfield House
Glass Museum, Barnett Lane, Kingswinford,
West Midlands, DY6 9QA.
Editor of Journal;
Ian Wolfenden, History of Art Dept.,
University of Manchester, Manchester
M13 9PL.
Newsletter Design:
Pauli Cobb
Filmset in Rockwell and Times.
Printed in England by Jones & Palmer Ltd.,
Birmingham.
Membership Rates
Individual
Joint(2)
Student
Institutional
Overseas (individual)
Life
£10
£15
£5
£20
£15
£130 minimum
Registered as a Charity No. 326602
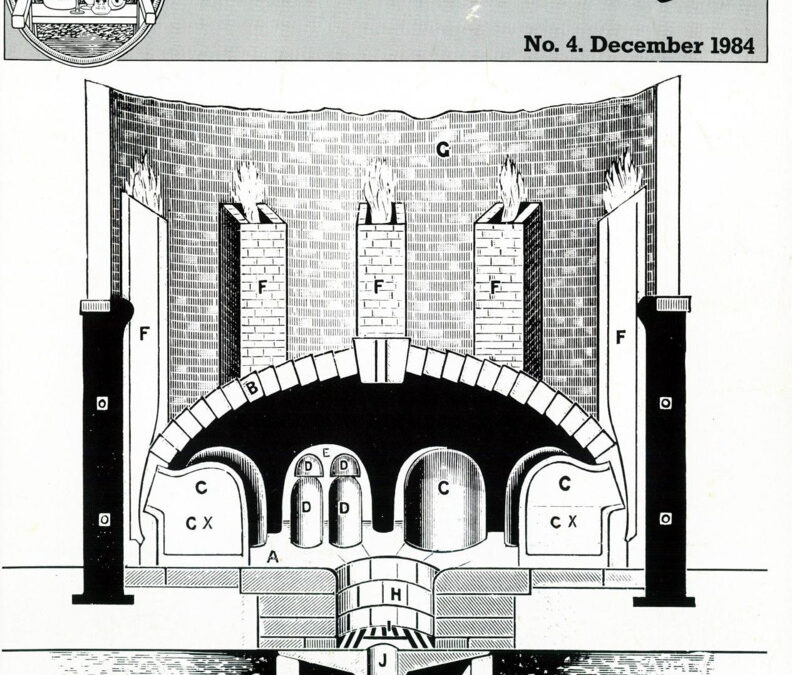
Cover Illustration
Cross-section of a 10 pot furnace.
From
Pottery Gazette,
August 1898.
The key to the photograph appears
on page
Z
New Telephone Number
Broadfield House Glass Museum
Kingswinford 273011.
The Glass
Association
CHAIRMAN’S REPORT
With the Annual General Meeting
held on Saturday, 13th October, 1984,
the Glass Association completed its
first year.
It has been a very fruitful year, with
all our aims expounded at the
inaugural meeting, fulfilled.
Thanks to our Treasurer, Ron Brown,
we have obtained charitable status,
which is important to an organisation
such as ours. It enables interest from
any accumulated monies to be
received without liability to tax;
furthermore, your new committee
will be looking at ways of using a
covenant scheme for subscriptions.
Four issues of ‘The Glass Cone’ have
been published to what we consider
a high standard for a quarterly
circular. Charles Hajdamach, the
editor, has to be congratulated on all
his work and effort. Ian Wolfenden is
collecting material for our biannual
publication which will appear in late
1985.
Outings were arranged to
Pilkingtons’ where 68 members
attended, and to Bristol, including
Harvey’s Wine Museum, when 65
attended. Both meetings were, due to
the organising capabilities of our
Secretary, Roger Dodsworth, a great
success and enjoyed by all present.
In order to make the AGM more
interesting, Roger arranged a visit to
Beatson Clark, whilst Cathy Ross
welcomed us to Rotherham by
organising a room for our meeting,
and a short visit to her excellent
museum.
We have had problems with our logo,
but now all has been agreed and we
are in print, with a publicity handout
to encourage more people to join.
Regional meetings have been held in
the North-West (Manchester) with
four meetings arranged jointly by
Richard Gray and Ian Wolfenden. In
the Midlands, Broadfield House has
staged four meetings arranged by
Roger Dodsworth and Charles
Hajdamach. The first meeting of the
London group was held in early
November and hopefully a South-
West regional meeting to be
organised in Bristol, in early
December. The Glass Cone will give
details of future meetings to be held
in the regions, and we would hope
that you will contact the appropriate
secretary should you wish to visit
another region for their meeting. All
will be welcome.
A revised set of rules was agreed at
the Annual General Meeting. These
are available to all members on
request.
In conclusion I would like to thank
every one of my committee members
for their hard work and endeavour,
which has resulted in such a
successful first year.
A. Waugh
rob
jzzmt
p 2
Glass Societies —
p 3
Showcase—
The History of
Sandblasting,
C.R.
Hajdamach
p 6
Blowing Iron & Cutting
Wheel— A
Visit to Hartley,
Wood & Co.,
Ian Burgoyne
p 7 Shearings —
News
and Views
p 8 Facets —
Reports on Regional
Groups
Glass Societies
BRITISH ARTISTS
IN GLASS
BAG is a society which aims to
encourage and promote the highest
standard of creative work in glass
and communicate this work to a wide
public so that they can appreciate
and enjoy glass in the diverse ways
we present it.
Inspired by the Hot Glass
symposium, British Artists in Glass
came into existence in 1977. BAG now
has over 200 members, is non-profit
making and managed by an elected
committee. This committee organises
an annual conference in different
venues throughout Britain where
lectures, discussions, demonstrations
and at least one party are provided,
and where everyone has a chance to
meet, talk and generally enjoy
themselves. We produce three
newsletters a year which dissemi-
nate useful information, keep the
membership in touch with one
another and provide a platform for
the exchange of views. We also
organise at least one prestigious
exhibition of members’ work every
year.
This year, for instance, BAG organised
an ambitious five day conference at
Sunderland Polytechnic in September,
which included workshops, demon-
strations and lectures by Bert van
Loo (Holland), Durk Valkema
(Holland), Anna Carlgren (Sweden),
Pavel Molnar (W. Germany), Renato
Santarossa (W. Germany), Jiri
Suhajek (Czech), Steven Weinberg
(USA) and Joel Myers (USA). The
energy and enthusiasm generated
by a conference such as this, with
such a distinguished list of speakers,
was truly sensational. We also
organised an exhibition of members’
work which was first shown at the
Shipley Art Gallery in Gateshead,
and will also be shown at the
Westminster Gallery, Boston,
Massachusetts.
If you would like a membership form,
any further information, or would like
to be put in touch with any of our
members, please contact us c/o The
British Crafts Centre, 43 Earlham
Street, Covent Garden, London
WC2H 9LD. Tel: 01-836 6993. Full
membership is £20 pa, and student
membership is £7.50. There is a
further category of membership, a
“Friend of BAG” which is £10 pa, and
entitles the member to the
newsletters.
Tessa Clegg,
Chairman
wca se
The History of Sandblasting
The invention of sand-blast
occurred in 1870 when an
American Benjamin C. Tilghman,
patented a sand-blast machine
which was exhibited three years
later in the Vienna Exhibition. The
patent specified “a stream of
sand or other abrasive powder,
usually dry, but sometimes mixed
with water, projected with more
or less force and velocity to strike
and pulverize the surfaces of
glass, stone, metal, and other
materials upon which it is
directed!’ The few 19th century
references to the technique
repeat the story that Tilghman’s
invention was a result of observing
the depolishing effect of sand
storms upon the windows of
houses on the American prairies.
The process was used initially to
obscure, decorate and perforate
glass but was applied to other
industrial uses, including remov-
ing scale from metal castings and
forgings, sharpening the teeth of
files, frosting and granulating
electro-plate, carving on stone,
slate and granite, cleaning grime
from buildings and paint from
ships, and even drawing on
lithographic stones.
The early machines worked on
the principle of a closed iron
drum with an opening at the top
where the object was blasted.
Within the drum a central tube
ran vertically from the bottom to
the top. Sand was fed from a
hopper into the bottom of the
drum, where an extraction pipe
drew air out of the machine
causing the sand to be drawn up
the tube and bombard the object
held at the top of the machine.
The vacuum effect also served to
extract the dust resulting from the
action of the sand upon the glass,
while the heavier sand and
particles of glass fell to the bottom
of the drum to be re-circulated.
Several machines could be
connected to one exhaust and
were normally used for small
work such as bottles and glasses
although large sheets of glass
could be decorated if they were
held by two or three workmen
and moved across the opening.
By the 1890’s a number of innova-
tions to the equipment had been
developed, most of which
consisted of better control of the
air pressure and the amount of
sand available to the decorators,
as well as reducing the escape of
sand from the apparatus.
The main development consisted
of an enclosed chamber with a
viewing window and two armholes
with rubber gloves in the front of
the machine which contained the
sand-blast dust, allowed it to be
recovered, and also gave greater
flexibility of decoration. The
operator controlled the flow of
compressed air by a foot treadle
while holding the glass through
the rubber gloves, directing the
sand onto the glass with a nozzle
known as a “sand pencil!’ By
mixing the sand with the air blast
inside the nozzle itself much of the
excessive wear on the feed pipes
was eliminated, but also gave the
operator far more control of the
quality of his work. These major
design improvements had been
developed by the 1890’s and form
the basis of modern sand-blast
equipment in the glass industry.
The abrasives used in the
process consisted mainly of sand,
sifted into various sizes, but use
was made of sharp builders sand,
powdered glass, emery, chilled
iron-sand, and steel shot. Air
pressure could be achieved by
steam, by exhaust air, by blasts of
air, and more conveniently by
compressed air, which is the
method used today. The term
livo versions of
the `sandpencir
of 1895 from an
article on
sandblasting,
Pottery Gazette,
1899.
(S=Sand,
A =Air).
IMPROVED SAND-BLAST APPARATUS
(1VIATFIEVITSON’S PATENT)
For Frosting, Perforating, Lettering, and
Ornamenting Glass and Pottery of
all descriptions.
OPERATED BY AIR OR STEAM-BLAST.
PRICES AND PARTICI; LA RS )N APPLICATION TO
T LOHMAN’S PATENT SAND-BLAST CO
. –
LIMIT14:11,
BROADHEATH,
NEAR
MANCHESTER.
Advertisement
from Pottery
Gazette 1899.
Late 19th century
pressed glass
tumblers and
water jug with
sandblast
decoration.
sand-blast implies a fairly strong
air pressure which was possible
certainly after the introduction of
compressed air or gas in the mid
1890’s but the earlier exhaust air
systems could only give a
working pressure of about 1 lb
per square inch, which could be
increased to 20 or 25 lbs. with the
use of steam and very fine sand.
Pressure in modern machines
ranges from 10 to 15 lbs. up to a
maximum of 80 lbs. per sq. inch.
In glass decoration the design
was applied in the form of a
protective overlay or stencil
which allowed the cut-out design
to be sand-blasted while the
remainder of the surface was left
untouched by the abrasive. The
19th century overlay resist was a
quick drying mixture of glue,
dextrine, glycerine and any
powdered colouring matter to
give body, very similar to present
day resists. This particular
combination provided a strong
resist to the sand-blast while
maintaining a flexibility during
application onto the glass. When
Vase decorated
by sand-blasting
designed by
Irene Stevens
for the firm of
Webb Corbett.
1950s. height 11
ins.
Geisha Girls•
The Dance of
the Fans. Vase,
sandblasted
cobalt on
crystal, 14” high
by Chris Smith
1980 at Webb
Corbett,
Stourbridge.
a
design had to be repeated a
number of times the simplest and
quickest method of producing a
stencil was to print the resist from a
copperplate and transfer it onto
the glass with tissue paper. Stencils
were also made from soft rubber
and lead foil, while modern plastic-
backed adhesive papers are ideal
for
one-off designs. A writer in
Pottery Gazette in 1895 stated that
“for figures and original designs
the glass is entirely covered with a
sheet of paper dipped in the
mixture (i.e. glue, glycerine, etc.)
through which, when dry, the
design is cut out with a pointed
knife; sometimes numerous
morsels of the prepared paper are
separately attached to the glass.”
The same writer was also aware of
the possibilities of sandblasting
cased or cameo glass when he
wrote that “the sand blast is in
constant use for the decoration, in
which the pattern or the field may
be left bright and transparent, one
being on glass of two or more
thicknesses of different colours, to
leave the design of one colour on a
field of another.” The tedious job of
painting stencils onto sheet glass
by
hand was quickly automated so
that the stencil was printed onto the
glass
by rollers, the resist was then
covered with a protective drying
agent the glass moved over the
sandblast machines and finally a
set of brush rollers removed the
resist leaving the decorated glass
ready for drying and packing.
Once the stencil had been applied
to
the glass the speed of
decoration was very quick, for
example lamp shades could be
decorated at between 60 to 100 an
hour. Using a compressed air
machine worked by a 1/2 horse
power gas engine the Weights and
Measures offices of the London
County Council could mark
publicans half-pint glasses at the
rate of 1,200 per hour using only
one employee. Even with the less
efficient older machines with less
pressure the numbers of half pint
glasses marked in an hour was still
500, and with some machines
which were hand-powered and
required two men to operate them,
the
average number of glasses
marked per hour was 650. The
average cost of decorating 1,000
glasses varied from 6 pence to
2/11d depending on the type of
machine.
Although glasses decorated in this
way were made in vast quantities,
today they are difficult to find. Such
objects were the cheapest form of
decoration and if they were
chipped or cracked would be
quickly discarded. The present
shortage of examples makes it
impossible to judge how popular
the technique was for glassware.
The few existing glasses, mainly
tumblers but with the occasional
goblet, are usually of cheap
pressed glass and bear
commemorative inscriptions e.g. A
Birthday Gift 1886, or Queen
Victoria’s Jubilee 1837-1897, while
historic events such as the opening
of the Manchester Ship Canal in
1894 inspired a number of cheap
souvenir glasses decorated with
sand-blast. Sand-blast decoration
can be recognised by the granular
frosted texture of the designs; the
lettered glasses also show the
problems with stencil plates where
isolated solid portions such as in
the centres of numbers 8 or 6 and
letters A or B had to be retained in
position with bars or ties, but for
better work this was overcome by
using two or more tinfoil stencils,
the first giving the design and the
second pierced with holes only,
corresponding to the ties.
During the 1920’s and 1930’s
sandblast became the most
popular and efficient method of
producing decoration on acres of
architectural glass. Some idea of
the scale of production can be
estimated from the catalogue of the
London Sand Blast Decorative
Glass Works. The list of examples
of their work mentions 22 hotels
and restaurants including
Claridges, the Ritz and the Savoy, 5
theatres including the Odeon
Cinema, Cairo, 7 institutions
including the Royal Institute of
British Architects,
and no less than
33 liners including the Queen
Elizabeth, the Queen Mary and the
Mauritania.
Today the attitude of the glass
decorator to the sandblast
technique has been completely
reversed with the realisation that
the technique can produce fine
results and all the major glass firms
involved in decorating glass,
especially in the Stourbridge area,
rely mainly on sandblast to the
exclusion of acid-etching.
Charles R. Hajdamach
(A
version of this article first appeared in
the exhibition catalogue ‘Cameo Glass by
David and Chris Smith’ 1982).
A Visit to Hartley, Wood & Co.
Within a short driving distance of
Jarrow where stained glass dates
back to the 7th century is the
company of Hartley Wood in
Monkwearmouth, Sunderland. The
company was acquired by Pilkington
Brothers in 1982 as a wholly owned
subsidiary but it has a long and
interesting history of its own.
Following the demise of Hartley’s
Wear Glass Works, also in
Sunderland, Hartley Wood was
started in 1892 as the Portobello
Glass Works by the original partners
James Hartley junior and Alfred
Wood, an expert in coloured glass.
The purpose of my visit was to find
out how Hartley Wood’s high quality
glass is made. Here I met and talked
at length with Norman Barker, the
General Manager and Arthur
Thompson, the Works Manager.
Raw Materials
Batches of raw materials are made
up during the day ready for melting
in pots overnight so that glass is
ready for use the following morning.
A typical mix for clear glass is sand,
soda, barytes, lime and soda lime
glass cullet. The proportions of each
are accurately weighed then
thoroughly mixed in a large mixer
before being placed in batch
containers. Only clear glass cullet is
suitable which is acquired from local
glass merchants; coloured cullet
from production in the factory is not
suitable and cannot be recycled.
This puts even greater pressure on
the workforce to achieve a high yield
from the melted glass.
The Cylinder or Muff Process for
Antique Glass
To make a coloured sheet of antique
glass a gather of clear glass is
covered with a gather of coloured
glass and the two are mixed together
on the blow pipe. To shape the
gather it is formed in an open block
lubricated with bees wax. A third
gather of clear glass is taken over the
two mixed glasses and the whole
blocked again. The third gather is
not mixed with the first two because
in the final sheet there will be a layer
of clear glass adhering to a layer of
mixed clear and coloured glass.
Final shaping of the three gathers in
the block provides the right shape
before blowing and helps to maintain
uniform wall thickness.
The first inflation is achieved using
compressed air after which the
bubble is shaped with mouth
blowing. Reheating is necessary at
this stage to make sure that glass is in
a workable condition again and then
the bubble is elongated by swinging
the blow pipe. The neck at the end of
the bubble furthest away from the
blow pipe is marked with a pair of
tweezers and by blowing cold air
onto this mark the neck is broken off
to leave a hole in the end of the
bubble. After reheating, this hole is
opened out by rotating the bubble
clockwise and anticlockwise while
the bubble rests on a former. A stick
is used to open the hole to form the
bubble into a cylindrical shape.
Sawdust is sprinkled on the former
which burns to form carbon and acts
as a lubricant between the glass and
former.
The punty, with a disc of glass on one
end is adhered to the opened out
end of the cylinder and after the
blow pipe has been cracked off, the
other end is opened out in a similar
manner to form the complete
cylinder called a muff. Completed
muffs are placed in the annealing
lehr for about one hour to cool slowly
to avoid stress being set up in the
glass. After being inspected muffs
are split longitudinally ready for the
flattening processes.
To be flattened muffs are loaded
onto the conveyor of the kiln where
they are heated to softening point,
and placed on a flattening stone
within the kiln to flatten under their
own weight. To avoid the cylinder
falling in on itself the edges are
manipulated with a long bar having a
rounded end. To complete the
operation a wooden block on the end
of a metal rod is used to smooth the
glass, the wood carbonising to create
lubrication so that the glass is not
scratched and has a good fire-
finished surface. Finally, the flat
glasses are annealed, inspected and
cut to size.
Rolled Glasses
The rolling machine consists
basically of a pair of rollers set at an
angle so that they can receive glass
poured from a ladle. If a mixture of
coloured and clear glass is required
then the mixing is done in the ladle.
Plates of glass approximately
910mm x 760mm and having a
thickness varying from 3 to 4mm are
rolled out onto a stone table and
passed into the annealing lehr.
Cast Glass Slabs
Moulds for slabs are made of
stainless steel and consist of a face
plate and a rectangular ring which
forms the open mould. Molten glass
from the pot is ladled into the mould
and formed into a slab which has one
moulded face and one free formed
face. Slabs are annealed in the lehr
in a similar manner to other glasses.
Bullions — Crown Glass
The first man gathers a pound or two
of glass on his blowpipe from the pot.
He allows it to cool and then dips it in
again to increase the quantity,
repeating his operation until there
are eight or nine pounds on the pipe.
He then rolls it on the marver to give
a cylindrical form. An assistant blows
through the pipe, forming the glass
into a pear shape when it is handed
to the blower who successively
heats, blows and shapes the bubble
of glass until it is the required size
and thickness. The side opposite the
pipe is flattened either by being
exposed to heat or by pressing
against an iron plate.
A punty is attached to the flattened
side and the blow pipe removed,
then the glass is reheated. While the
glass is in a hot workable state it is
rotated on the end of the punty to
form it into a bell shape, and finally
yielding to centrifugal force it flares
out into a disc of glass called a
bullion. Great skill and strength is
required because if the worker
falters in rotating, the bullion will be
lopsided or twisted.
The bullion is cooled in the lehr to
relieve stresses and since it has not
come into contact with another
surface while it was being rotated it
has a highly polished fire finished
surface.
Ian Burgoyne
Preparation for Cameo Making
The second part of this article has been delayed due to a number of
technical problems experienced by Peter Howard in his attempts to
produce three colour cameo. The difficulties have now been resolved
and the article will appear in the March issue.
(This article first appeared in the Spring
issue of Stained Glass 1984, the magazine
of the British Society of Master Glass-
Painters.)
Exhibitions at Broadfield
House Glass Museum
“VARIATIONS ON A THEME’
Engraved glass by Jiri Harcuba and
Ronald Pennell continues until
15th January, 1985.
“1180° CENTIGRADE”
Glass sculpture by seven
West
Midlands;
Artists Financed by West Midland Arts
22nd January to 10th March 1985.
Glass Making and Decorating
Weekend
–
Fri.
28th-Sun. 30th June
1985. Based at the Glass Centre,
Brierley Hill which is part of Dudley
College of Technology. The course, run
by the principal Fred Bridges with
Cohn Gill and John Davies, will allow
direct participation in glass blowing,
cutting and engraving in the Glass
Centre workshops. Tuition in stipple-
engraving will be given by Doug
Burgess of Cheshire. No previous
experience is necessary although some
drawing ability would be beneficial for
the stipple-engraving section. The
course is limited to 24 delegates.
Booking forms and details available from
David Radmore, Central Library, St.
James’s Road, Dudley, West Midlands.
I
Go
News & Views
A New Gallery
A local glassmaking gallery has recently opened at Sunderland Museum. The
display examines the techniques of glassmaking, explains why a glass industry
started on Wearside and traces its history.
Cheap coal and the presence of the River Wear provided economically
favourable conditions for a glass industry to start in Sunderland around 1700. Keel
boats brought coal (used for firing the furnaces) down river from pits to the glass
works, sited on the banks of the Wear. Finished glass was crated and sent out in
coal ships for London and Europe. The ships returned with sand, often from the
King’s Lynn basin, which was sufficiently pure to be used in glassmaking.
From 1700 to 1900 the manufacture of
industry collapsed. The area’s sea
trade was no longer relevant as the
country now had a railway network.
Works were slow to modernise and
were hit by cheap imports.
In this century two firms – Turnbull and
James A. Jobling (who had taken over
Greener) continued to press flint wares
but the latter became more famous for
‘Pyrex’ made from 1922 onwards. From
1973 the business has been owned by
Corning. A ‘Yankee’ side lever-press,
c.1912, used by Joblings is displayed in
the gallery.
Today only one other glass works
operates in Sunderland. This is Hartley,
Wood and Co., which uses traditional
methods to make sheets of coloured
glass used by stained glass artists.
The gallery includes contemporary
developments such as studio glass-
making at Sunderland Polytechnic.
For further information contact John
Baker, (Senior Museums Officer) at
Sunderland Museum (Tel: 0783-41235).
Glass Weekends
Dudley Leisure Services has organised
two glass weekends based around the
Stourbridge glass industry and
Broadfield House Glass Museum. Both
weekends are centred at the Station
Hotel, Dudley and run from Friday
evening with dinner and a social
evening until Sunday lunchtime. Prices
will be approximately £55 inclusive of
all
meals, accommodation, transport
and
visits. Non-residential rates are
also
available.
Glass
Collectors’ Weekend
–
Fri. 26th-
Sun. 28th April 1985. Speakers will
include Colonel R. Williams-Thomas,
Ian Stuart, John Davies, Jeanette
Hayhurst, John Brookes and Cyril
Manley, plus visits to the newly-
restored Red House Glass Cone and
Stourbridge College of Art. At
Broadfield House Glass Museum the
delegates will have access to the
collections in the form of working
groups.
Identification Service
This new service is intended to assist members to identify any “mystery” glasses in their
collections. If in the first instance members will send photographs to the Editor every effort
will be made, using the Association’s members and friends, to identify those enquiries. There
is no charge for the service but a stamped-addressed envelope would be appreciated.
Cuver Illustration
A – The siege; some of the large
firebricks weigh several
hundredweight each.
B
– The crown or dome of the furnace.
C – Pots for crystal glass.
D – Oval pots and dandies for
coloured metals.
E
– The arches round the furnace.
F – The flues.
G – The chimney or stack.
H – The eye or firehole which holds
the fuel.
I – The bars forming the grate at the
bottom of the fire-hole, through
which the ashes and cinders fall
and sometimes the molten glass
when a pot breaks. It is a fine sight
(although not very profitable to the
glass manufacturer) when a pot
does happen to break, to see the
shower of molten glass running out
of the furnace through the bars into
the cave below, and vividly calls to
mind the showers of burning lava
during a volcanic eruption.
J – A patent feeder in the centre of the
grate, by which the furnace is fed
with fuel pushed up from
underneath by a hopper worked
by machinery. Some of the old
furnaces in work at the present
time which have not the patent
feeder, are fed from the inside of
the glasshouse, the fuel being
pushed down a narrow tunnel into
the firehole.
K – The cave which runs underneath
the furnace, and is connected with
the open-air at each end entrance,
which creates an underdraught,
and supplies the necessary amount
of oxygen for the combustion of fuel.
L
– The entrance to the cave.
The size of a ten-pot furnace is 19 feet
outside diameter of siege, 4 feet
6 inches in height from the siege to the
inside centre of the dome, and the
arches under which the pots rest are
3 feet 1 inch wide by 3 feet 31/2 inches
high.
These furnaces are attended by two
sets of men called teazers, there being
two men in each set, one called the
head teazer, the other the under teazer.
One set is relieved by the other set
every eight or twelve hours, night and
day continually. These men work down
in the cave underneath the furnace,
and it is their duty to wheel out the
ashes and work the patent fao.d
,
.r.
From Pottery Gazette, August 1898.
bottles and window glass predomina-
ted. For a short period tablewares were
made at a glass house established
c.1769 by John Hopton previously of the
Whitefriars Glass Works. During the
‘boom’ period of the 19th century (when
at
least 23 glass works operated), high
quality tablewares were made, many
engraved with views of the famous
Wear Bridge of 1796. In 1824 the
Marquess of Londonderry commis-
sioned the Wear Flint Glass Works to
make a cut and engraved table-
service, items from which are displayed
in the gallery. Curiosities like glass
walking sticks and hats are also
displayed.
The 19th century was marked by
increased mechanisation. In 1847
Hartley’s Glass Works introduced a
cheap method of rolling plate glass for
roofing and two firms – Greener and
Turnbull – made pressed glassware.
Towards the end of the century the
ac
Ceb Regional Reports
A.C.M.
Forty members gathered at The Arts
Centre in Rotherham on Saturday, 13th
October, for The Glass Association’s
first A.G.M.
In the morning there was a visit to the
Beatson Clark automatic container
factory which specialises in amber
bottles for the pharmaceutical industry.
The fascinating tour showed everything
from the raw materials to the inspection
and packaging of the bottles. Our
thanks go to David Clark, Chairman;
Jonathan Clark, the Managing Director
and to other members of the manage-
ment staff for a most enjoyable visit.
Following the A.G.M. members visited
Clifton Park Museum to see a display
illustrating the history of Beatson Clark
and also a special display of Yorkshire
glass. We are very grateful to Curator
Cathy Ross, whose organisation and
enthusiasm made the day such a
success.
North West
The third meeting took place on Saturday, September 22nd at Heaton Hall,
Manchester. This took the form of a collectors’ afternoon on the theme of Glass for
the Table, and the dining room of the 18th century house, proved a delightful setting
for afternoon tea at the end of the meeting.
The afternoon began in the music room, where James Lomax, Assistant Keeper of
Decorative Arts, talked on “Domestic Life at Heaton’.’ Mr. Lomax entertainingly
outlined the daily life of the Egerton family, proprietors of Heaton from the late 18th
century to the earlier 20th century, when the house passed to the Corporation of
Manchester. There was then opportunity to see something of the City’s rich
collection of 18th century table glass, in particular glasses associated with wine
drinking and with the dessert. Members’ own glasses connected with food and
drink were then discussed and some interesting ideas emerged about the function
and date of specific pieces. Eventually even the glass collectors’ well known passion
for discussion yielded to the demands of the palate and the group retired to the
dining room, which had been dressed for the occasion with creamware and glasses
from the Art Galleries collection and a reproduction silver nef as a centrepiece.
Several members had kindly produced refreshments of sandwiches, cakes and
syllabub to recipes in 17th and 18th century cook books, and these were duly
washed down with wine served from old decanters. The day was rounded off with
a
tour of the house, enthusiastically conducted by James Lomax.
Thanks are especially due to James Lomax and the Manchester City Art
Galleries
for the opportunity of holding this meeting at Heaton and also to those members
whose refreshments helped to make this such a memorable afternoon.
Midlands
The third meeting of the Midlands
group was held at the Faculty of
Education, Castle View, Dudley (now
part of Wolverhampton Polytechnic) on
Saturday, 6th October. Champagne
was the topic under discussion.
Dominic Marechal, who runs his own
wine business in Stourbridge, began
the afternoon with a witty and sparkling
talk which outlined every aspect of the
production of champagne and de-
mystified some of the legends associa-
ted with the drink, Today traditional
methods have been transformed into
the most modernised trade in the
drinks market, turning out 2 million
bottles per year. A new process has
reduced some production times to a
mere 4 days from harvest to bottling.
Tips were given on opening and
serving followed by some shrewd
observations on wine-tasting including
a spectacular performance of drawing
air through wine in the mouth while
bent double. The success of Dominic
Marechal’s talk was reflected in the
many eager questions which eventually
gave way to a sampling of Chevalier
Demi-Brut and Sec.
Jeanette Hayhurst from London then
examined champagne glasses and
antiques. Wine labels, corkscrews/
wire cutter combinations, vesta boxes,
cruet bottles, cigar cutters and
champagne taps were some of the
champagne bottle- and cork-shaped
objects given away as advertising
mottos. The two shapes most associated
with champagne, the flute and the
saucer, were used for general drinking
long before bubbly champagne was
Copy dates for the next issue
are:-
Mon. January 21st for March
Issue.
Mon. March 25th for June Issue.
invented. An entry in the Betts bill of
1755, one of the earliest records of
champagne glasses, mentions “1 oz.
1/2 moulded egg green champagnes!’
For the last 25 years that shape has
been called a ‘Mead’ glass.
During the early 19th century the flute
was used both for champagne and for
ale. The first known reference for the
saucer in the 19th century is in 1832 in a
letter from Disraeli to his sister.
Contemporary pattern books suggest
these to be squat champagnes. The
description “hollow stem” in the
pattern and order books was for a
hollow dumb-bell knopped stem while
the true hollow stem was described as
“hollow through bowl down stem!” An
illustration from The Graphic of 1874
showed the new style of tulip shaped
glass which, by the end of the century,
had ousted the traditional flute shape.
The problems of identifying champagne
glasses, which Jeanette Hayhurst so
ably coped with, were finally high-
lighted by an illustration from the Silber
and Fleming catalogue in which three
different glasses are described as
champagnes on the same page.
Both speakers travelled from London to
create a fascinating atmosphere with
fresh and original talks and many
thanks are due to Jeanette Hayhurst and Dominic Marechal for a memorable
occasion.
South-East
The inaugural meeting of the group
was held on Friday 2nd November at
Dan Klein’s Gallery, Halkin Arcade,
London. The many ideas which came
out of the discussions will ensure some
varied meetings during the next year.
Ms. Paddy Baker agreed to be
organising secretary and anyone who
was unable to attend the meeting but
who may have ideas for visits, etc.
should contact her at West Surrey
College of Art, Falkner Road,
The Hart, Farnham, Surrey GU9 7DS.
Tel: Farnham 722441.
FUTURE GROUP
MEETINGS
The last of the current seasons events
took place during November but plans
are already afoot for next year’s
programme including the national
meetings. The formation of three new
groups based on London, Bristol and
Newcastle will provide activities within
easy reach of virtually every member
of the Association. 1985 therefore
promises to be a busy year.
Wishing you
all a very Happy
Christmas and a
Prosperous New Year.